AN365-1032A
-

Rear Spar Carry Through Assembly
Created F03-02, F03-05L/R, F03-08 and -04/-07 spacers from legacy plans using angle and channel stock on hand. Clecoed together -01 rear spar carry through assembly together then updrilled all holes. Disassembled part and prepped parts for final assembly. Assembled all parts with rivets and AN3 hardware. F03 complete! Hours Worked: 6.65
-
Fuel Tank Installation
Rinsed tank out with water to clear out debris from inside. Re-fit tank to fuselage and trimmed fuel bay area slightly more to accommodate vent fitting. Clecoed tank stop into place and confirmed tank was sitting full forward. Installed fuel tank straps and lightly tightened straps until they were touching the tank fully. Used AN3-7A…
-

Aft Forward Fuselage Assembly – Part 3
Used rivet stems and clamps to hold center seatbelt channels into place while locating and pilot drilling seat ribs and channels to forward floor. Clecoed -14L/R angles into place. Located idler assembly and pilot drilled to lower cross member and seat belt attach assembly. Updrilled all holes in fuselage floor then removed floor for better…
-

Forward Fuselage Part Prep – Part 2
Assembled F10-16 idler assembly (skipping -21 and -17 sub assemblies. Used vice to press in Symmco bushings to pivot angles. Lubricated bushings and pivot bearings with LPS-2 prior to assembly. Hours Worked: 0.57
-
Forward Fuselage Assembly – Part 6
Clecoed lower floor/firewall stiffener and floor stiffener into place. Deburred upper firewall and riveted to fuselage box. Deburred forward fuselage floor and clecoed into place. Will wait until very end to rivet floor into place. F11 complete! Hours Worked: 1.42
-
Fuselage Side Panels – Part 6
Up drilled LH forward side panel then disassembled and deburred/cleaned all parts. Clecoed assembly back together and installed rivets per plans. Installed AN525 hardware as called out in plans and torqued to spec. F12-01L and F12 complete! Hours Worked: 5.00
-

Fuselage Side Panels – Part 5
Disassembled RH forward side panel and deburred/cleaned all parts. Clecoed assembly back together and installed rivets per plans. Installed AN525 hardware as called out in plans and torqued to spec. F12-01R complete. Hours Worked: 3.97
-

Forward Fuselage Part Prep – Part 2
Created -08 clips per legacy plans out of Z01-03 stock. Up drilled -03 assembly then dimpled aft -05 tunnel angle. Countersunk -04 support channel, -12 spacer plates, and -14L/R and -15L/R angles. Refitted components together, installed MS24694 bolts for standard gear configuration, and riveted with CCC rivets. F16 complete! Hours Worked: 4.85
-
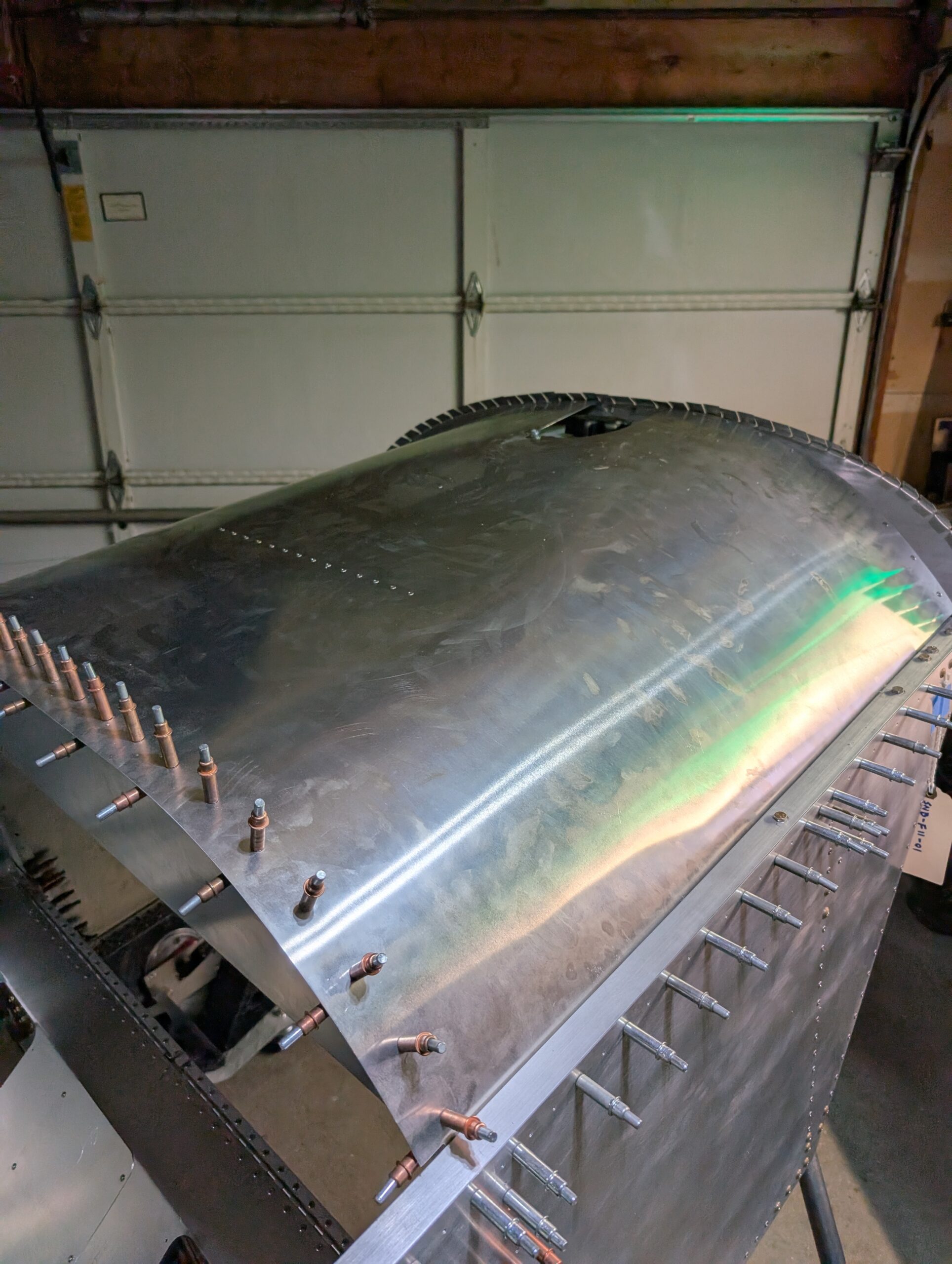
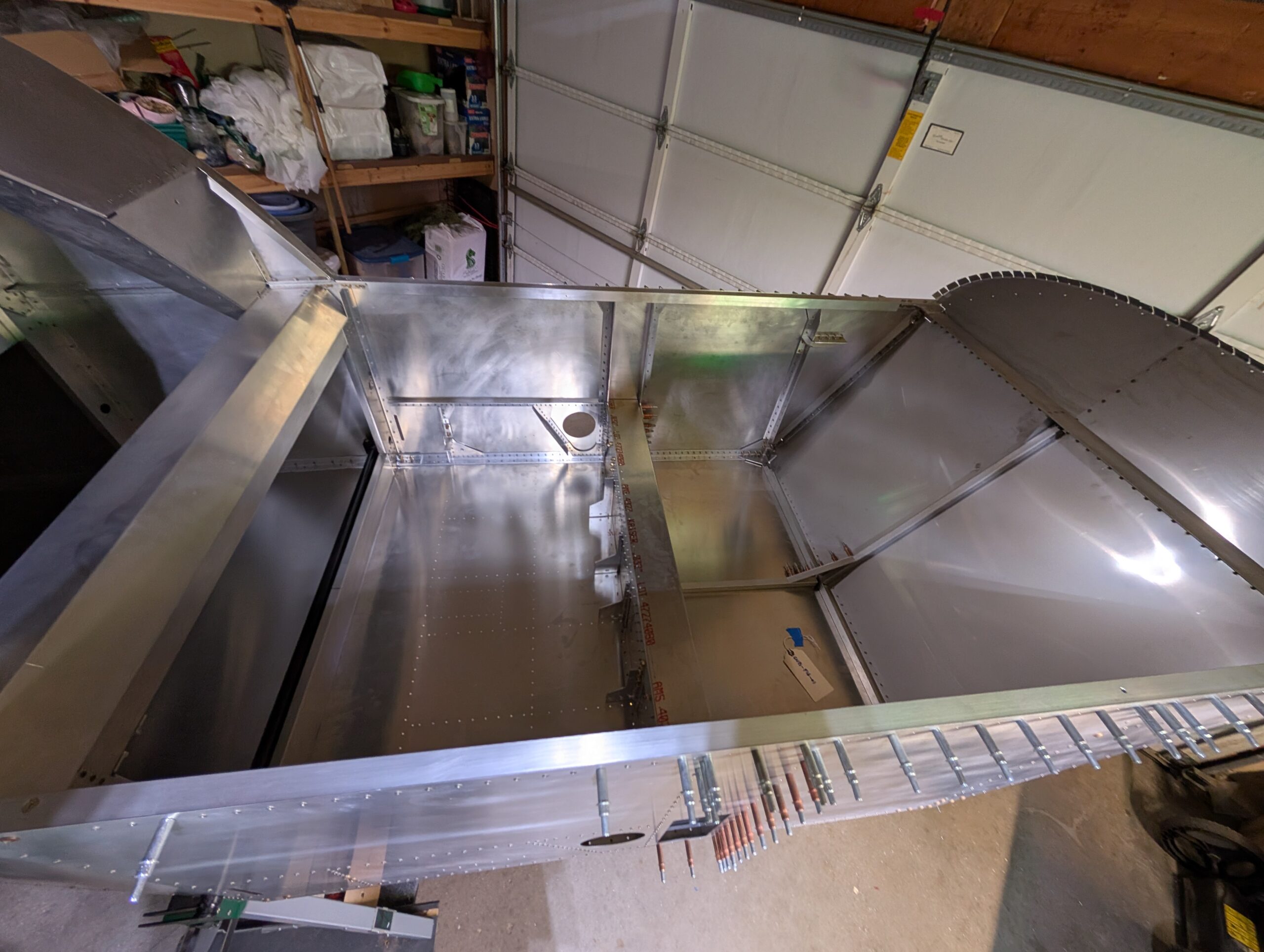
Tail Cone Box Wrapup
Riveted turtledeck assembly to fuselage tail cone box per plans revision E. Up drilled holes through side skins and upper splice plates to 3/16″ and installed AN525 hardware. Torqued to spec. Clecoed crosstie closeout plate into place and riveted into place. Clecoed flap motor actuator mounts into place and verified alignment with flap drive tube…
-

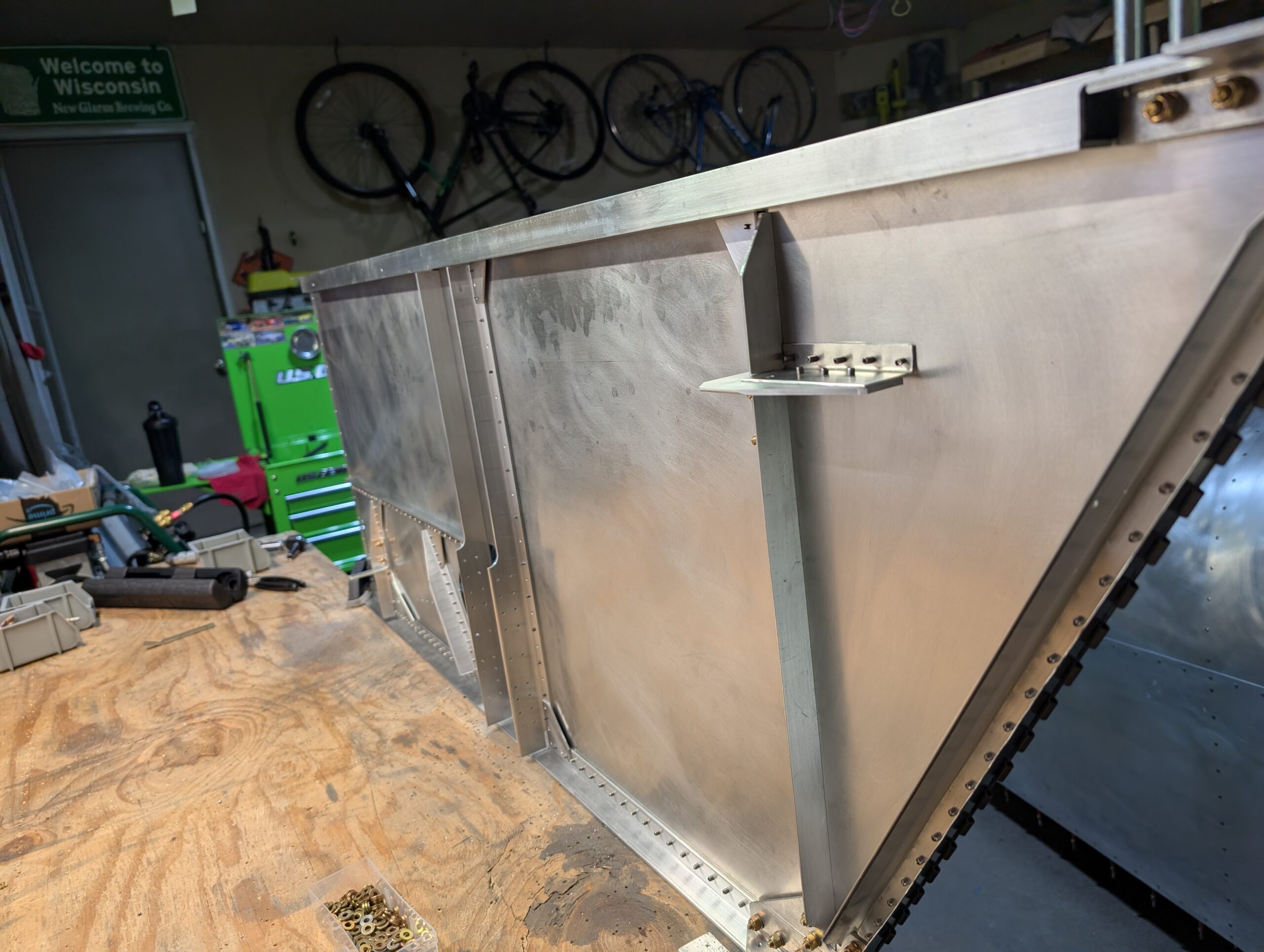
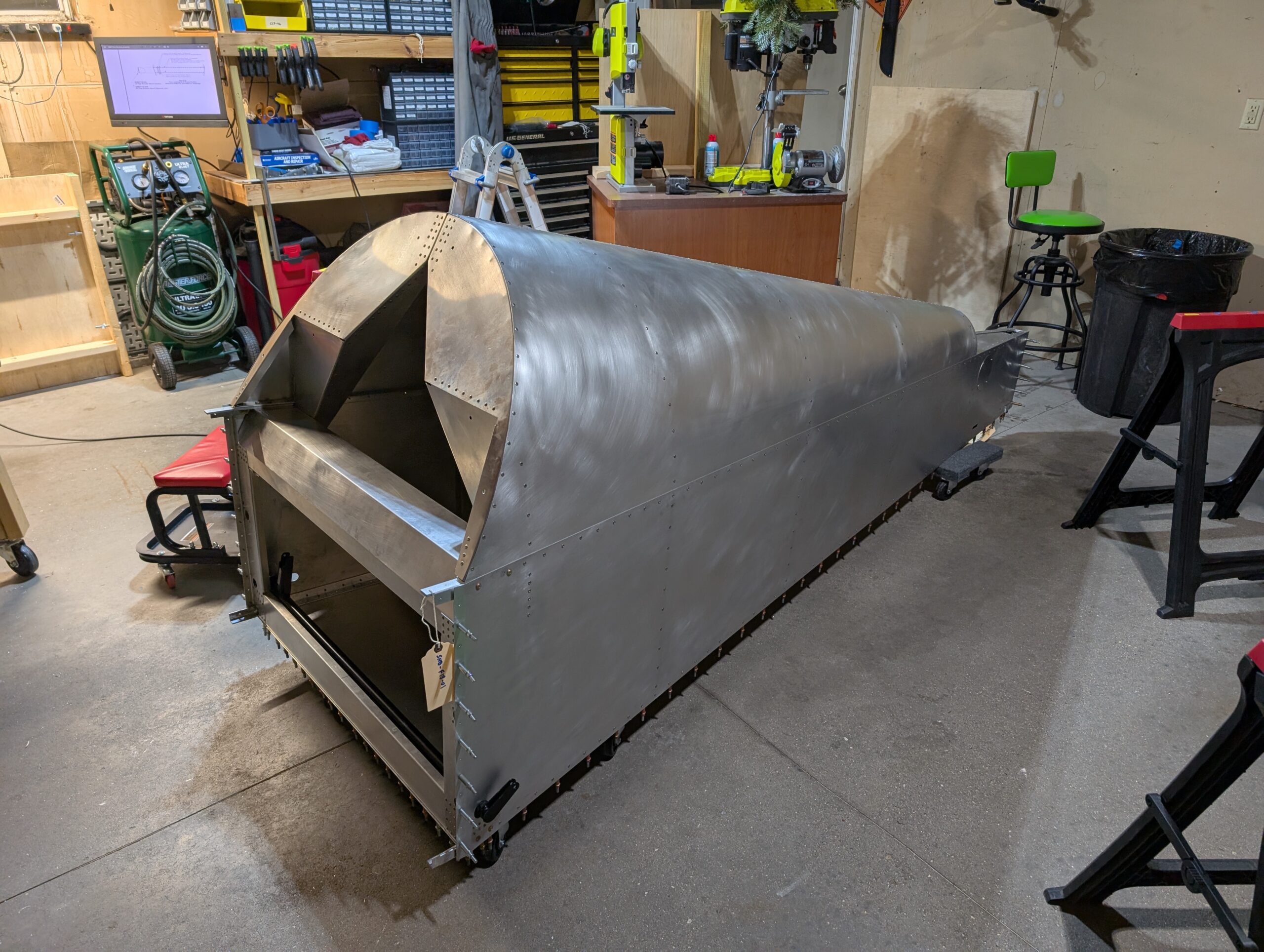
Turtledeck Assembly – Part 8
Riveted formers #5 through #2 to turtledeck skin starting at upper longerons and moving towards the skin splice channel. Riveted lower #1 formers to back of cross tie box then riveted upper #1 formers to turtledeck skin assembly. Riveted F20-08 splice plate to upper skin splice channel and #1 formers. Wrapped up #1 former section…
-

Flap Drive Tube Installation
Located flap drive angles per plans and pilot drilled/clecoed into place. Marked center of lower crosstie #1 and flap drive tube and centered flap drive tube. Marked location of flap mount blocks and drilled 3/16″ holes in lower splice plates. Needed to notch out lower crosstie #1 to clear flap mount blocks. Up drilled lower…
-

Fuselage Box Assembly – Part 10
Riveted upper cross tie #2 to vertical channels and upper cross tie box to vertical channels #1. Fit cross tie splice plates to upper splice plates via AN3 bolt holes and riveted plates to cross tie box. F21 complete! Hours Worked: 0.67